Learn About The Two-Shot Plastic Molding Process
Introduction to Two-Shot Plastic Mold
The two-shot plastic molding process is an injection molding process with dual shots. It is one of the most common manufacturing processes for the mass production of plastic products. Some of the plastic products include plastic toys, chairs, electronics, and everyone’s favorite toy bricks, Lego. The specialty and superiority of the two-shot plastic molding process to the single-shot plastic molding process is that it produces dual-colored products.

John Wesley Hyatt was the one who developed one of the first plastics to manufacture a billiard ball. He invented machinery for molding plastic into different plastic products. This machinery was the origin of the injection molding process and the two-shot plastic molding process.
The basic principle of the working or the two-shot plastic molding process
The basic principle of the two-shot plastic molding process is the same as any injection molding process; you melt the plastic, insert it into the mold, let it cool down, and then it will come out of the mold. This process gets repeated twice for the two-shot plastic molding process.
The second plastic (which has a different color) is melted. The first molded and now solidified plastic is fitted into a different mold in which the second plastic will be inserted to fill in the remaining parts of the product.
When the second plastic cools down, the product with two different colors comes out. However, in practical life, the two-shot plastic molding process is quite a complicated process.
The process and characteristics of the two-shot plastic molding process
The two-shot plastic molding machine consists of three main parts; the injection unites, the mold, and the clamp. These three parts work together in harmony to manufacture large quantities of plastic products.
Below are the characteristics and detailed working of all three parts to help you understand the two-shot plastic molding process. Note that we have only described one shot in detail, as the second shot is similar to the first shot.
The injection unit
The injection unit is like a giant injector that has a screw-like plunger, this is the starting point of the process. The gaps between the crests of the thread of the screw-like plunger are where the raw materials (plastic granules) are introduced.
Heater bands wrap around the length of the giant injection-like unit, covering it and providing external heating. The movement of the screw causes the material to move forwards. The screw itself has three different zones; the feed zone, melt zone, and metering zone.
The Feed zone is one-half of the total screw length. The feed zone has a constant crest depth along the way. This zone is where the plastic granules enter and are forced together between the crest areas. The reason these plastic granules get squished together here is to get rid of any air particles trapped between them.
The Melt zone is where the squished plastic granules melt. This part of the screw has a decreasing crest depth. This is because the decreasing depth reduces the plastic volume and further squishes them together. This causes the plastic molecules to rub harder against each other. Because of the frictional heat between the plastic granules and the heater bands wrapped around the injecting unit, the plastic granules start to melt or plasticize.
The Metering zone comes following the melt zone. At this point all the plastic has been melted; it is in molten form. The metering zone also has a constant crest depth, but this is much smaller than the crest depth of the feed zone. This part of the screw acts as a pump and pumps the molten plastic out of the injecting unit and into the molding unit.
The Mold
The tip/ ending of the screw-like plunger operates as the one-way valve; this allows the molten plastic to flow only towards the end of the injecting unit and into the molding unit. As more and more molten plastic starts building up in front of the screw tip, it pushes the screw backward.
When there is enough build-up of the material, the screw stops, moves back a little to decompress the molten plastic, and then the crew is moved forward to push the build-up plastic through the injecting unit’s nozzle into the mold. As the screw has a one-way valve, the material only moves forward into the empty parts of the mold. This is where the plastic solidifies in under a minute.
The clamp
To speed up the process of solidification, cooling fluid as water flows through the channels built-in the mold near the surface of the cavity where the plastic is. After the plastic solidifies in the mold, the mold opens and the clamps take out the plastic product, and then the mold closes again for the process to repeat.
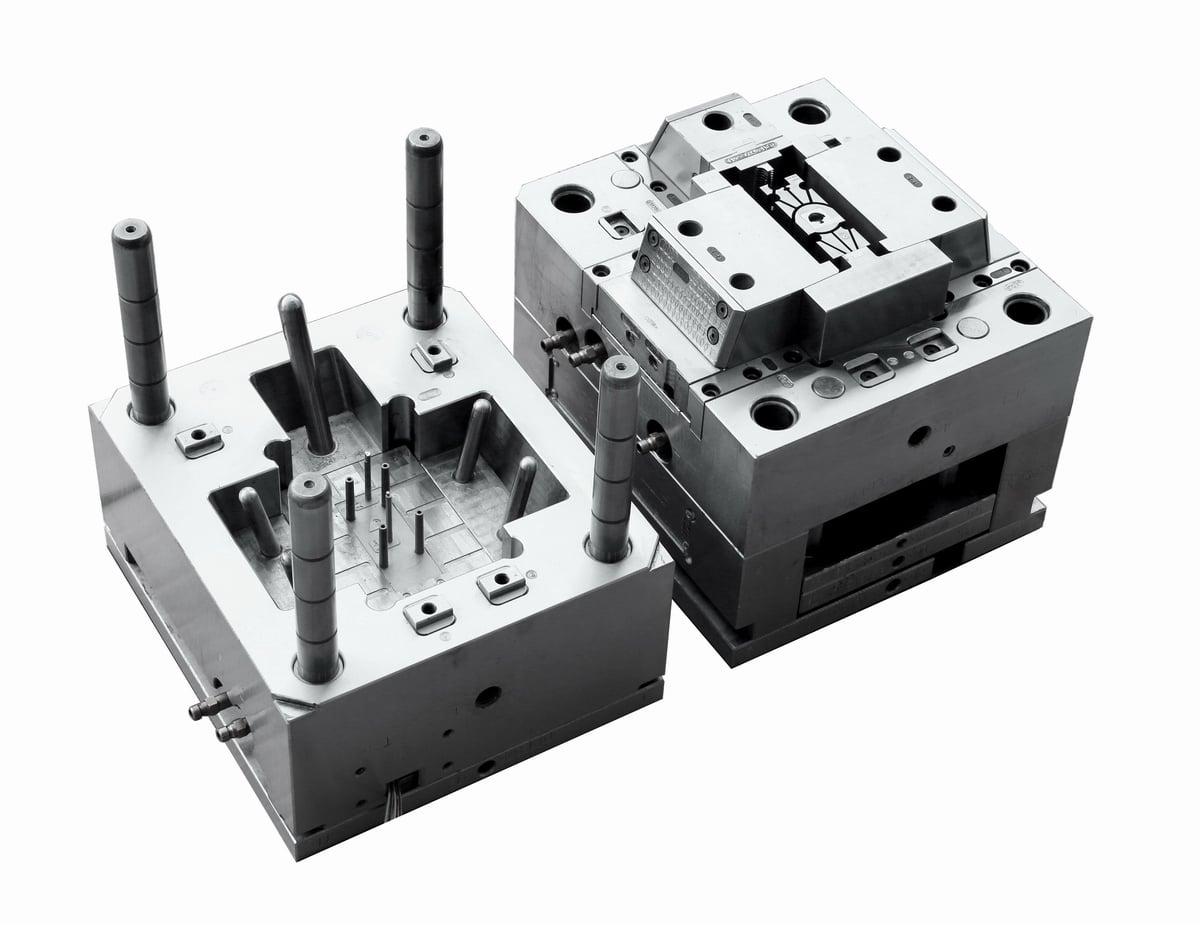
The mold consists of a minimum of two parts, one of which is the core part. Where the two parts meet is the parting line. After the molded and solidified plastic comes out of the first mold, it is fitted into the second mold, which has empty/ hollow spaces. In these hollow spaces, molten plastic of different colors enters, it forms a shape there and the end result is a product having different colors. This is how a two-shot plastic molding process works to create a two-shot plastic molded product.
A small detail to notice in the two-shot plastic molding process when the mold opens is that the mold initially opens extremely slow, which allows the air to rush in the mold area where the solidified plastic is, then later quickly opens fully.
This increasing the volume slightly, without introducing air inside the plastic, this is to break the vacuum. Because of the expansion of the molded plastic, removing it can be difficult. As the plastic cools down it shrinks and is firmly stuck on the core half mold. For this reason, molds have built-in ejector pins that push the molded plastic of the mold.

So, in order to learn more, Welcome To Contact Us Today!
